弘元
金剛石制品一站式供應(yīng)廠家
全國統(tǒng)一
咨詢熱線0371-62620222
全國統(tǒng)一
咨詢熱線0371-62620222
品被廣泛應(yīng)用于諸多領(lǐng)域")
熱搜關(guān)鍵詞: 金剛石復(fù)合片生產(chǎn)廠家 金剛石鉆頭價(jià)格 金屬?zèng)_壓件加工 砂輪片
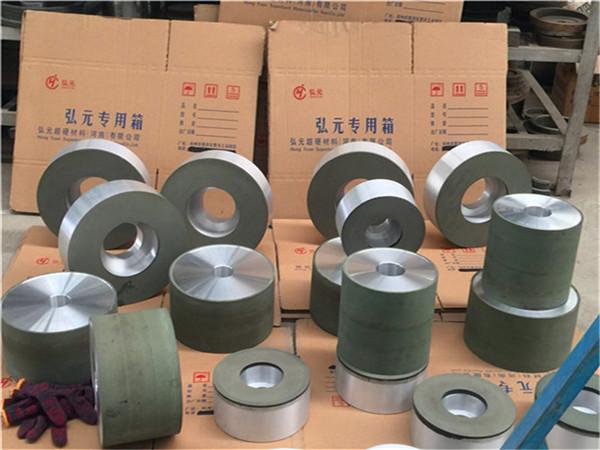
金鋼石砂輪在應(yīng)用全過程中的損壞,一般是因?yàn)樯拜喸诟咚龠\(yùn)轉(zhuǎn)全過程中因?yàn)榘惭b不合理而發(fā)生的不勻稱力,或是是因?yàn)槟ハ鲗?shí)際操作不善而導(dǎo)致的撞擊。
1.金鋼石砂輪務(wù)必嚴(yán)苛依照恰當(dāng)?shù)臉?biāo)準(zhǔn)安裝。
(1)夾在金鋼石砂輪兩邊的砂輪筒夾樣子和規(guī)格應(yīng)同樣。
(2)凸臺(tái)的直徑一般為已安裝的金鋼石砂輪直徑的一半(最少不可低于砂輪直徑的三分之一),內(nèi)部應(yīng)該有管溝。
(3)金鋼石砂輪與砂輪卡盤中間的觸碰一部分應(yīng)保持干凈和整平。
(4)金鋼石砂輪孔與砂輪筒夾中間的融洽不可過緊或過松,應(yīng)隨便置放。
(5)由可壓縮性原材料(如延展性硬紙板、皮革制品、耐酸堿橡皮擦等)做成的墊圈應(yīng)在金鋼石砂輪和砂輪卡盤中間應(yīng)用,其薄厚在0.5至3mm中間(原材料膨脹性越好其薄厚愈厚),直徑比砂輪卡盤外側(cè)大2 4mm。
(6)砂輪卡盤上的螺絲應(yīng)對稱性扭緊(如果有好幾個(gè)縮小螺絲,則夾緊力應(yīng)勻稱分派,但夾緊力不可很大,最好是應(yīng)用力扳子使每一個(gè)螺絲的夾緊力貼近每一個(gè)螺絲,以避免部分地應(yīng)力過大。這針對安裝砂輪和磨削雙內(nèi)孔至關(guān)重要。
(7)當(dāng)好幾個(gè)砂輪與此同時(shí)安裝在一個(gè)砂輪卡盤處時(shí),容許在砂輪中間應(yīng)用隔離器。隔離器的直徑和砂輪抑制表層的大小務(wù)必相當(dāng)于砂輪卡盤。獨(dú)特生產(chǎn)制造的砂輪可以粘在一起或?qū)盈B在一起。一些激光切割歷程中的使用員工在沒有要求規(guī)格的砂輪的情形下將2個(gè)薄砂輪累加在一起,這也是比較嚴(yán)重違規(guī)的,務(wù)必進(jìn)行勸阻。
(8)直徑大于或等于200 mm的金鋼石砂輪安裝砂輪卡盤后,應(yīng)最先開展轉(zhuǎn)子動(dòng)平衡(重心點(diǎn)均衡法、三點(diǎn)均衡法),假如選用不平衡安裝圖,則應(yīng)查驗(yàn)砂輪的軸向撓度值,當(dāng)偏移過大時(shí),應(yīng)重裝金鋼石砂輪。
2.嚴(yán)格執(zhí)行磨削工作標(biāo)準(zhǔn)

(1)在運(yùn)行前,務(wù)必認(rèn)真仔細(xì)實(shí)際操作搖桿或按鍵的部位是不是恰當(dāng),數(shù)控磨床的各種各樣姿勢是不是一切正常。
(2)新安裝的金鋼石砂輪應(yīng)以工作中速率工作中,國際空運(yùn)轉(zhuǎn)時(shí)間為:
a.直徑≥400 mm,高轉(zhuǎn)速時(shí)間超過5分鐘
直徑400 mm,高轉(zhuǎn)速時(shí)間超過2分鐘
(3)在磨削前,務(wù)必認(rèn)真仔細(xì)碾磨產(chǎn)品工件的夾緊卡是不是恰當(dāng)靠譜,尤其是要調(diào)節(jié)塊的地方并將其擰緊,并特別注意避免砂輪與卡盤、卡盤或頂座產(chǎn)生撞擊。
(4)磨削時(shí),產(chǎn)品工件和砂輪應(yīng)在一切正常運(yùn)行狀態(tài)下再喂入(銑孔不可過猛);一樣,在終止前一定先退刀。
(5)磨削時(shí),應(yīng)留意在給料全過程中不必混和別的規(guī)格型號(hào)的陷阱,以避免砂輪與陷阱中間的撞擊導(dǎo)致砂輪破裂。
【本文標(biāo)簽】 金剛石研磨盤廠家直銷 弘元超硬材料 CBN研磨盤廠家 雙端面研磨盤
【責(zé)任編輯】小高
用于什么領(lǐng)域")
切削工具:金剛石微粉用于制造高性能切削工具,如金剛石刀具、車刀和銑刀,... 【詳情+】
體行業(yè)的應(yīng)用")
金剛石微粉的選擇取決于具體的應(yīng)用需求,包括顆粒大小、形狀、硬度和純度等... 【詳情+】
郵箱:hycycl99@163.com
地址:鄭州滎陽市新材料產(chǎn)業(yè)聚集區(qū)科學(xué)大道北側(cè)滎油路西側(cè)

友情鏈接Links 弘元超硬材料


